






vannes à guillotine Les vannes à guillotine servent à interrompre le flux de liquides plutôt qu'à le réguler. En position complètement ouverte, une vanne à guillotine classique ne présente aucun obstacle au passage du fluide, ce qui engendre une très faible résistance à l'écoulement. La largeur du passage varie généralement de façon non linéaire lors de la manœuvre de la guillotine. Par conséquent, le débit ne varie pas de manière uniforme avec la course de la tige. Selon sa conception, une guillotine partiellement ouverte peut vibrer sous l'effet du flux de fluide.
Caractéristiques de conception
- Vis extérieure et étrier (OS&Y)
- presse-étoupe auto-alignant en deux parties
- Capot boulonné avec joint spiralé
- Siège arrière intégré
Caractéristiques
- Conception de base : API 602, ANSI B16.34
- De bout en bout : Norme DHV
- Essais et inspections : API-598
- Extrémités filetées (NPT) conformes à la norme ANSI/ASME B1.20.1
- Extrémités à souder par emboîtement conformes à la norme ASME B16.11
- Extrémités soudées bout à bout selon la norme ASME B16.25
- Bride d'extrémité : ANSI B16.5
Fonctionnalités optionnelles
- Acier moulé, acier allié, acier inoxydable
- Port complet ou port régulier
- Tige prolongée ou joint inférieur
- Capot soudé ou capot à joint d'étanchéité sous pression
- Dispositif de verrouillage sur demande
- Fabrication conforme à la norme NACE MR0175 sur demande
Dessin des produits
Normes d'application
1.Conception et fabrication conformes aux normes API 602, BS5352 et ANSI B 16.34
2. La connexion se termine par :
1) Les dimensions de la soudure à emboîtement sont conformes aux normes ANSI B 16.11 et JB/T 1751.
2) Les dimensions des extrémités des vis sont conformes aux normes ANSI B 1.20.1 et JB/T 7306.
3) Soudé bout à bout conformément aux normes ANSI B16.25 et JB/T12224
4) Extrémités à brides conformes à la norme ANSI B 16.5,JB79
3. Les essais et les inspections sont conformes à :
1) API 598, GB/T 13927, JB/T9092
4. Caractéristiques structurelles :
Capot boulonné, vis extérieure et chape
Capot soudé, vis extérieures et étrier
5. Les matériaux sont conformes aux normes ANSI/ASTM
6. Matériaux principaux :
A105, LF2, F5, F11, F22, 304 (L), 316 (L), F347, F321, F51, Monel, 20 alliages
Acier au carbone Vitesse de température-pression
CL150-285 PSI à 100 °F
CL300-740 PSI à 100 °F
CL600-1480 PSI à 100 °F
CL800-1975 PSI à 100 °F
CL1500-3705 PSI à 100 °F
Liste des matériaux des pièces principales
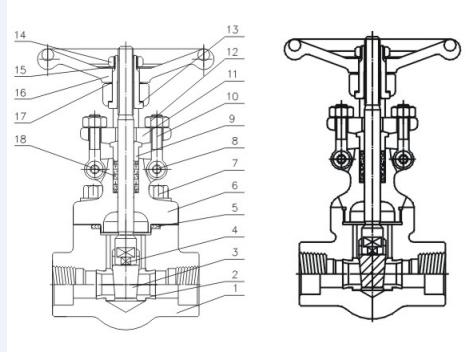
| NO | Nom de la pièce | A105/F6a | A105/F6a HFS | LF2/304 | F11/F6AHF | F304(L) | F316(L) | F51 |
| 1 | Corps | A105 | A105 | LF2 | F11 | F304(L) | F316(L) | F51 |
| 2 | Siège | 410 | 410HF | 304 | 410HF | 304(L) | 316(L) | F51 |
| 3 | Coin | F6a | F6a | F304 | F6aHF | F304(L) | F306(L) | F51 |
| 4 | Tige | 410 | 410 | 304 | 410 | 304(L) | 316(L) | F51 |
| 5 | Joint d'étanchéité | 304+ Graphite flexible | 304+ Graphite flexible | 304+ Graphite flexible | 304+ Graphite flexible | 304+ Graphite flexible | 316+ Graphite flexible | 316+ Graphite flexible |
| 6 | Bonnet | A105 | A105 | LF2 | F11 | F304(L) | F316(L) | F51 |
| 7 | Boulon | B7 | b7 | L7 | B16 | B8(M) | B8(M) | B8(M) |
| 8 | Épingle | 410 | 410 | 410 | 410 | 304 | 304 | 304 |
| 9 | Glande | 410 | 410 | 304 | 410 | 304 | 316 | F51 |
| 10 | boulon à œillet de presse-étoupe | B7 | B7 | L7 | B16 | B8M | B8M | B8M |
| 11 | Bride de presse-étoupe | A105 | A105 | LF2 | F11 | F304 | F304 | F304 |
| 12 | Écrou hexagonal | 2H | 2H | 2H | 2H | 8M | 8M | 8M |
| 13 | Écrou de tige | 410 | 410 | 410 | 410 | 410 | 410 | 410 |
| 14 | Écrou de blocage | 35 | 35 | 35 | 35 | 35 | 35 | 35 |
| 15 | Plaque | AL | AL | AL | AL | AL | AL | AL |
| 16 | volant | A197 | A197 | A197 | A197 | A197 | A197 | A197 |
| 17 | Joint lubrifiant | 410 | 410 | 410 | 410 | 410 | 410 | 410 |
| 18 | Emballage | Graphite | Graphite | Graphite | Graphite | Graphite | Graphite | Graphite |

Les raccords de tuyauterie sont des composants essentiels des systèmes de canalisation ; ils servent à raccorder, rediriger, dévier, modifier le diamètre, assurer l’étanchéité ou contrôler le débit des fluides. Ils sont largement utilisés dans des secteurs tels que la construction, l’industrie, l’énergie et les services municipaux.
Fonctions clés :Il peut effectuer des fonctions telles que le raccordement de tuyaux, le changement de direction du flux, la division et la fusion des flux, le réglage des diamètres de tuyaux, l'étanchéité des tuyaux, le contrôle et la régulation.
Champ d'application :
- Alimentation en eau et drainage du bâtiment :Les coudes en PVC et les raccords triangulaires en PPR sont utilisés pour les réseaux de canalisations d'eau.
- pipelines industriels :Des brides en acier inoxydable et des coudes en acier allié sont utilisés pour le transport de produits chimiques.
- Transport d'énergie :Les raccords de tuyauterie en acier haute pression sont utilisés dans les oléoducs et gazoducs.
- CVC (Chauffage, Ventilation et Climatisation) :Les raccords de tuyauterie en cuivre servent à raccorder les canalisations de réfrigérant, et les joints flexibles sont utilisés pour réduire les vibrations.
- Irrigation agricole :Les raccords rapides facilitent le montage et le démontage des systèmes d'irrigation par aspersion.
-

Clé à molette SS304 neuve, type 4 pouces, 150#, à ouverture manuelle...
-
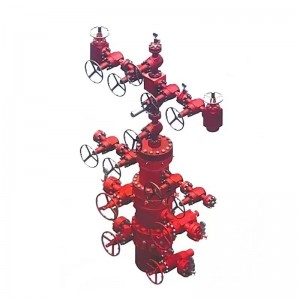
Dispositifs de tête de puits et extraction de pétrole de haute qualité...
-

Corps en CF8 de 150 lb et de 3 pouces, garniture en acier inoxydable 304, API 603, face à ...
-

Vanne à guillotine à double tige montante et volant manuel...
-
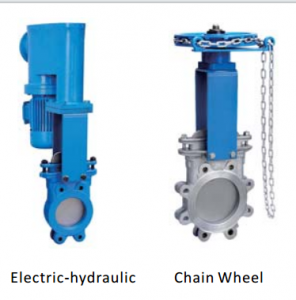
Plaquette de commande d'air 2″ 6″...




